Background
Four fractured zinc-plated hex bolts were sent to the Rimkus Materials Testing and Investigation laboratory team after an in-service failure occurred. Our materials experts performed a metallurgical failure analysis investigation to determine the cause of the fracture.
Services Provided
The failed hex bolts were subjected to a series of testing and analytical techniques including visual and stereoscopic examinations, scanning electron microscope (SEM) examinations, elemental composition analysis by energy dispersive spectroscopy (EDS), metallography/microstructure evaluation, Rockwell hardness testing, and chemical composition analysis (OES).
Results
The results of the testing and analyses indicated that the bolts failed due to hydrogen embrittlement. The presence of a band of intergranular fracture features around the fracture surface circumference also confirmed hydrogen embrittlement to be the cause of the failure. Hydrogen embrittlement can occur during the pickling/cleaning/plating processes. These processes generate atomic hydrogen, which diffuses into the bolts’ cross section along the grain boundaries. If the bolts are not subjected to an adequate bake-out cycle (specified in ASTM B850) shortly after plating, the hydrogen remains within the metal microstructure, resulting in a very brittle condition. In most observed cases, the entire fractured cross-section exhibits an intergranular surface. In this case, a thin ring of intergranular fracture features was observed, suggesting a bake-out cycle may have been run, but not for sufficient time/temperature to diffuse out all the atomic hydrogen through the thick plating.
Both the fractured and intact bolts were manufactured from plain carbon steel, meeting the composition requirements of SAE 1030 alloy with a core hardness or approximately 48 Rockwell “C”.
Figures

Figure 1: Photo of the failed and companion zinc-plated hex bolts that were submitted for examination.
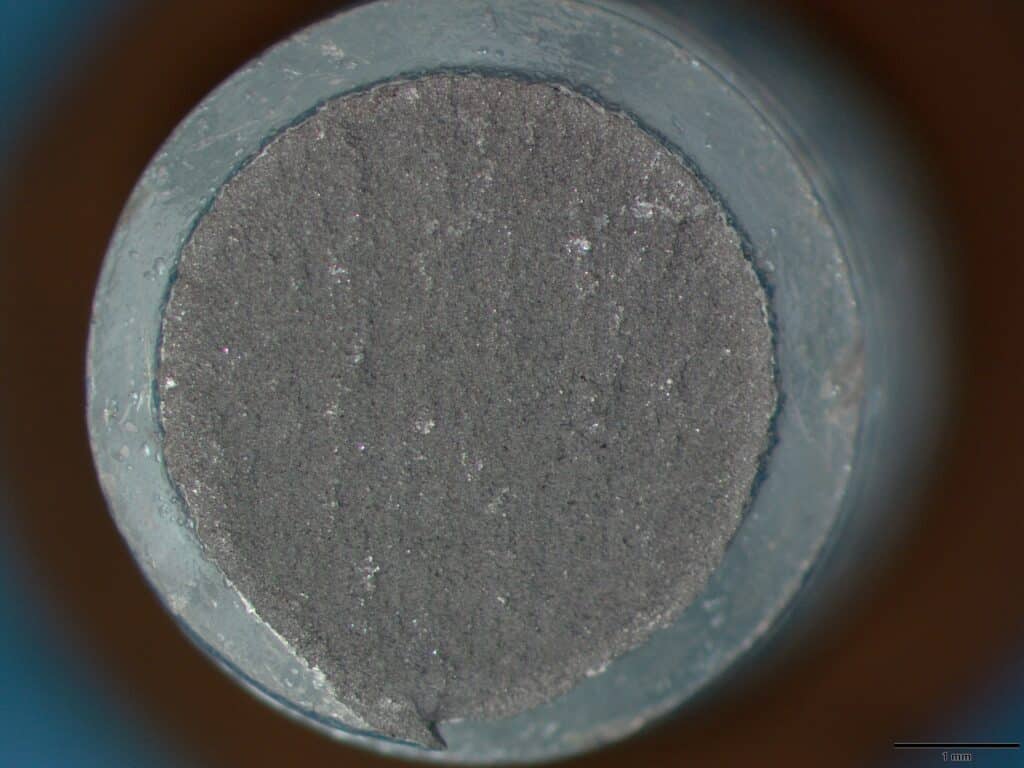
Figure 2: Low magnification photo of the fractured fastener selected for examination and analysis.
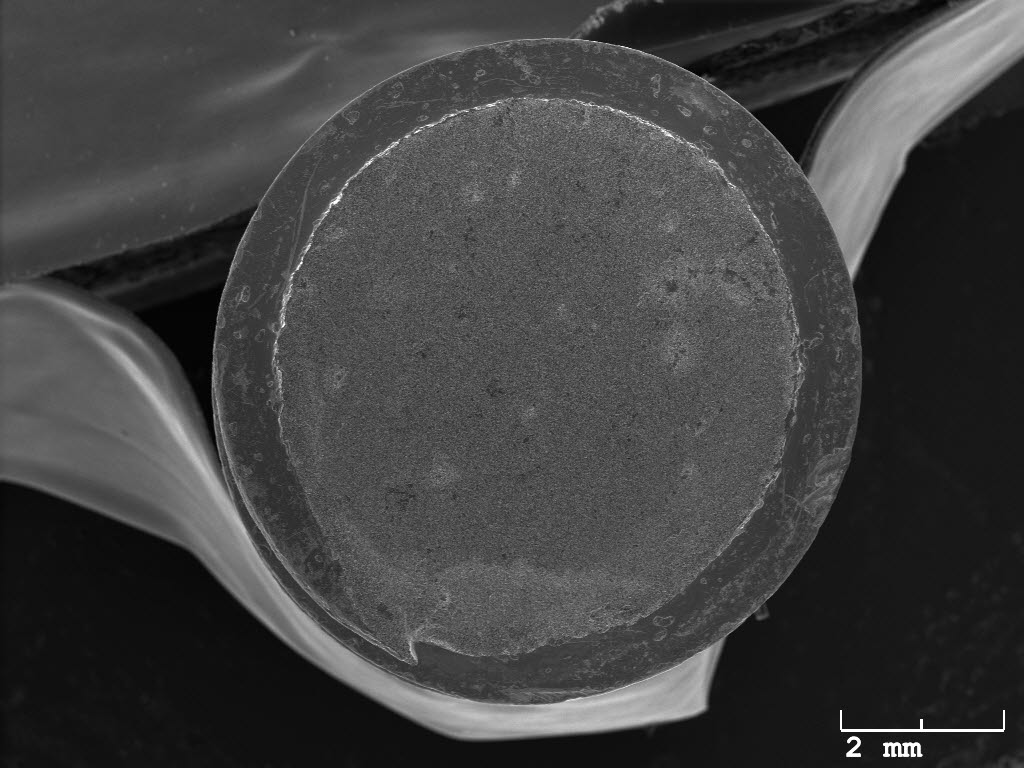
Figure 3: Low magnification SEM image of the fracture surface in Figure 2. Increased magnification SEM images are presented in subsequent figures.
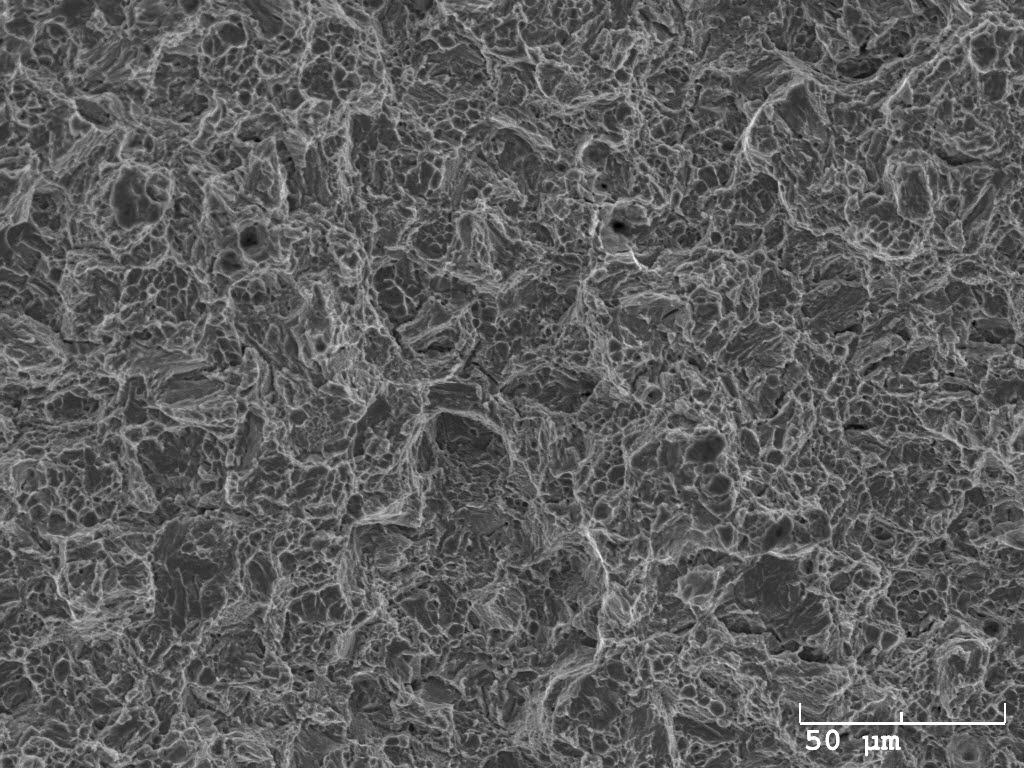
Figure 4: Increased magnification SEM image of the subsurface intergranular fracture features observed on the outer diameter of the fracture surface.
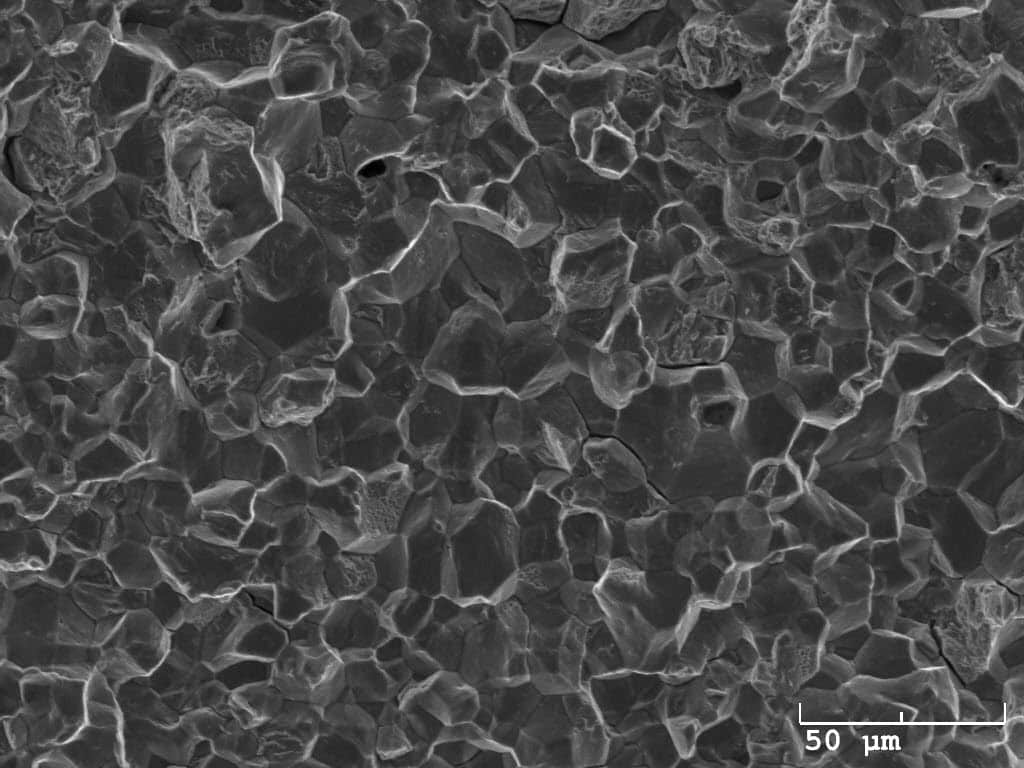
Figure 5: High magnification view of the fracture surface at the core (center) of the fractured fastener. A primarily ductile overload fracture surface was observed.
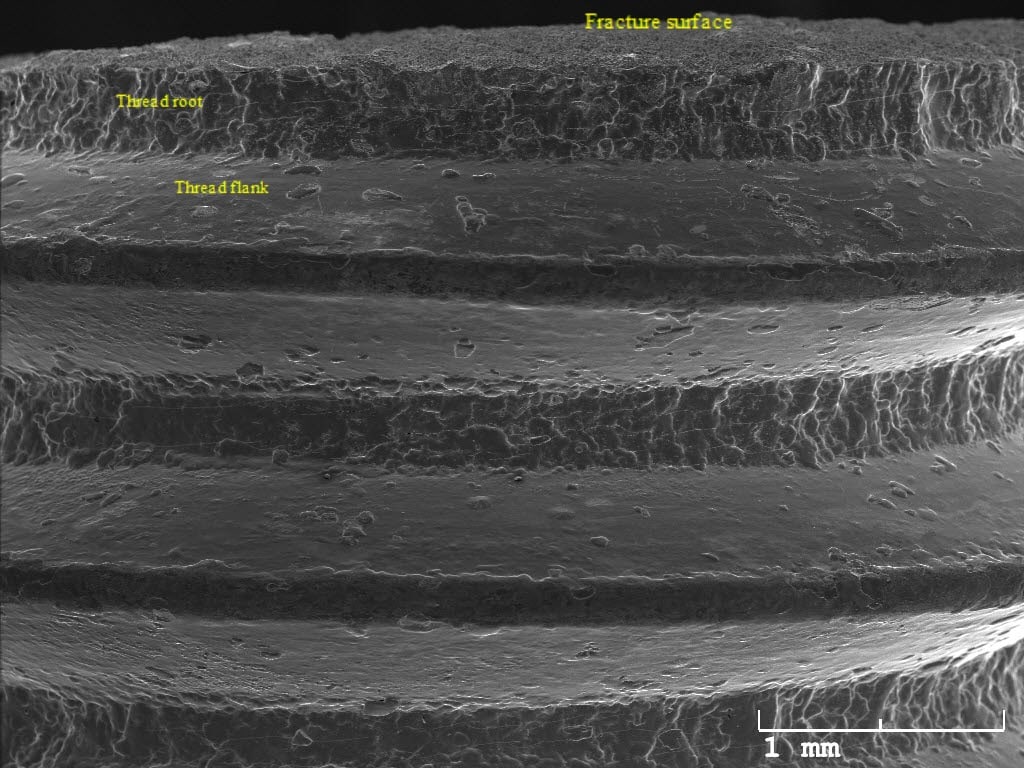
Figure 6: Low magnification SEM image of the OD surface of the fractured bolt. The bolt fractured within the thread root adjacent to the thread flank.
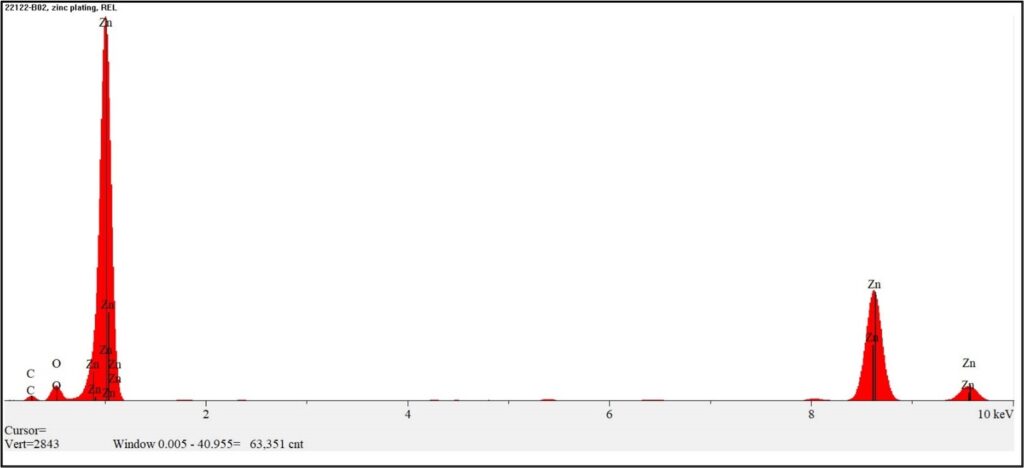
Figure 7: EDS elemental spectral analysis of the zinc (Zn) plating on the bolt outer surface. The analysis also detected trace amounts of carbon (C) and oxygen (O).

Figure 8: Low magnification photomicrograph of the fractured bolt cross-section. The cathodic protection from the zinc plating is readily displayed protecting the threads on the outer surface from the etchant. There were no secondary cracks observed. The zinc plating layer is shown at increased magnification in Figure 9.

Figure 9: High magnification photomicrograph of the zinc plating layer along the thread flank. A uniform 14µm zinc plating (between arrows) is displayed.